
製令管理
- 2024年8月1日
- 讀畢需時 20 分鐘
已更新:2024年11月27日

製令管理是新增和查詢製令和排程的管理頁面

1. 進行中製令
此畫面可查詢進行中狀態的製令, 可利用不同搜尋條件搜尋如銷售訂單號, 可同時找到生產製令及包裝製令並顯示計畫量和完工量


2. 草案製令
此畫面可查尋草案狀態的製令, 在製令產生的初始狀態為草案, 因此若是從製令管理產生製令畫面將轉至此畫面

3. 製令編輯
以下章節將介紹生產製令編輯畫面, 系統中製令的種類分為生產製令(General)和包裝製令(Packing), 下圖將以生產製令為例說明
在單頭可查看製令來源單以及生產量狀況, 有刪除、自動簽核的功能

在下方有幾個活頁

3.1. 製令摘要
此活頁主要顯示製令計畫摘要和最終產出物料

3.2. 列印
在此可設計出需要列印製令的報表, 目前尚未設計

3.3. 製令製程/配方
在此活頁可查詢製令製程和相關的配方, 點擊活頁”製令製程/配方”


3.3.1. 製令製程/配方
此活頁顯示製令的加工製程別、圖號、機台、機台倉庫

在下方顯示各製程的投入和產出配方

製令製程配方的數量根據基本資料的途程配方設定、製令經濟量,從製令單頭的計畫量依比例換算 :
製令製程配方的數量 = 單頭製令數量 * 物料基本途程配方數量 / 物料製令經濟量

點選物料查看基本途程和製令經濟量

至下方可查看基本途程配方數量

製令經濟量, 若空白則以1計算

另外, 若製令製程配方有設定為物料組合, 則必須要在此代換成實際的投入料, 否則無法將製令簽核至進行中



在製令製程明細中可選擇”可用機台”, 此設定自物料基本途程(活頁:途程/成本/計價).
點擊”明細”查看可用機台

在可用機台中, 預設從物料基本途程帶入, 若需增加僅需按下”新增可用機台”, 或需要從活頁”途程/成本/計價”重新載入, 僅需按下”重新載入可用機台”, 將帶入機台、機台速率、機台速度單位。

設定可用機台
在物料編輯畫面, 點擊活頁”途程/成本/計價”

物料途程, 點擊"明細"查看可用機台

在此建立的機台速率和單位是從機台設定帶入

按鍵功能介紹:
回到製令製程/配方中, 製令製程共有6個按鍵, 以下簡單介紹各按鍵功能:

+重新載入製程
從基本資料重新將製程和配方載入, 因有時在製令發生問題可重新載入

以變更配方量為例, 重新載入製程前此數量已被人工修改

重新載入製程後數量重新計算

+產生製程限制

自動依照製程限制的欄位設定, 產生製程限制的設定值, 即每個製程有相依性, 必須要等待前製程完成才能開始下製程, 此功能適用在當製令有多個製程時

產生製程限制後可到相關畫面查詢

+計算計畫起始/結束日期

計算公式為 :
預計開始日=
取最大值(機台可用日, 使用者變更日, 前製令製程預計完成日)
預計完成日=
預計開始日+ (預估生產時間+ 準備時間) / 機台產能 ※以分鐘計算
預估生產時間 = 預計生產量 規劃比率 / 機台速率 生產率
規劃比率 = 各比例 / 總比利
預計生產量

機台可用日期

前置時間

生產率

或到製令製程可用機台可設定帶入

機台產能

若需要建立每日不同產生可在機台下方設定

例如製令 : M19060096

輸入第一製程開始日後將計算"預計完成日"和其於製程的"預計開始日、完成日"
點擊”計算計畫起始/結束日期”




可參考以下的公式說明:
製程 1:
Machine Time = MOProcessFormula.OutPutQty / (MachineRate (if Production Ratio >0 then Production Ratio else 1) ) = 10 / (0.1 1) = 100
PL End Date = 2019/08/22 = PL Start Date + ((Machine Time + Lead Time 60)/MachineCapacity) = 2019/07/09 + (100 + 32 60) / 480 = 2019/07/09 + 4.2 = 2019/08/02
+取得批號
此功能為依特定的規則產生各製程批號 = 製令單號 + 製程序號

或是也可以針對特定製程取得批號

+重整序號
將需要變更的序號填入後儲存即可重整序號.

序號已重整

+將草案製程設為進行中
當製令重新載入製程後所有製程初始狀態會變為草案, 需要人工變更為進行中, 此功能可將所有草案製程轉為進行中

將草案製程轉為進行中製程


3.3.2. 製程配方需求量
此頁面顯示製令的配方需求

製程配方需求量
此頁面顯示製令需求配方

滿足需求內製訂單
此頁面顯示滿足配方需求的內製訂單紀錄

滿足需求採購單
此頁面下方,顯示滿足配方需求的採購單紀錄

3.3.3.製令預約數量MO Process Reserve Qty
此頁面顯示製令製程的預約數量
This page displays the reserve qty for MO

3.3.4. 自製令製程配方新增製令/採購
在製令製程配方中可產生用料的製令或採購紀錄, 根據物料設定的需求滿足方式顯示可產生製令或採購單, 產生後即可到前章介紹的滿足需求內製訂單、採購單


產生採購的方式 :

根據投入量產生採購

產生採購前需填入供應商, 產生製令則需確認基本途程設定正確後可直接產生製令
3.4. 相關配方碼
此頁面顯示與製令料號相關的配方碼設定

3.5. 製令排程
在製令排程可產生製令製程批次, 即為排程的最小單位, 排程將指定特定機台和分配生產量, 以下介紹幾種分配方式 :
3.5.1. 多批次規劃
在此可同時分配多部機台生產規劃並計算交期

規劃模式有兩種選擇為"比例"和"數量"
比例規劃 : 計算製令批次預計完成日
預計開始日=
取最大值(機台可用日, 使用者變更日, 前製令製程預計完成日)
預計完成日=
預計開始日+ (預估生產時間+ 準備時間) / 機台產能 ※以分鐘計算
預估生產時間 = 預計生產量 規劃比率 / 機台速率 生產率
規劃比率 = 各比例 / 總比利
例如:

機台 : F-B2 : 比例 = 1 -> 規劃比率 = 1/(1+2+2) = 0.2
機台 : F-1K : 比例 = 2 -> 規劃比率 = 2/(1+2+2) = 0.4
機台 : F-1A : 比例 = 2 -> 規劃比率 = 2/(1+2+2) = 0.4

>>產生三個製令批次
批次1 : 機台F-B2
批次2 : 機台F-1K
批次3 : 機台F-1A


製令批次配方 :
數量 = 製令製程配方數量 * 規劃比率
製令製程配方 :

批次 1 :
投入量 = 製令製程配方投入量 規劃比率 = 533.5 0.2 = 106.7
產出量 = 製令製程配方產出量 規劃比率 = 500 0.2 = 100
批次 2 :
投入量 = 製令製程配方投入量 規劃比率 = 533.5 0.4 = 213.4
產出量 = 製令製程配方產出量 規劃比率 = 500 0.4 = 200
批次 3 :
投入量 = 製令製程配方投入量 規劃比率 = 533.5 0.4 = 213.4
產出量 = 製令製程配方產出量 規劃比率 = 500 0.4 = 200
※ 計算製令批次預計開始及完成日
預計開始日=
取最大值(機台可用日, 使用者變更日, 前製程預計完成日)
預計完成日=
預計開始日+ (預估生產時間+ 準備時間) / 機台產能 ※以分鐘計算
預估生產時間 = 預計生產量 規劃比率 / 機台速率 生產率
機台可用日和預設預計開始日

生產率

機台速率

準備時間
前置時間=前置小時+前置天數*24

機台產能

機台也可建立每日不同產能

數量規劃
根據實際輸入的產量規劃,依製程計畫量為總數做規劃
例如 : 製程預計生產500個單位,本次僅規劃300個單位


製令批次配方數量 =
投入量 = (實際輸入規劃量 / 製程配方主產品數量) * 製程配方投入量
產出量 = (實際輸入規劃量 / 製程配方主產品數量) * 製程配方產出量
實際輸入規劃量:

製程配方主產品數量為此欄位

或此欄位

製程各配方量

例如此案例 :
製令批次規劃數量輸入 = 300
計算各配方之計畫量結果如下 :
Process Seq No | Distribution Seq No | Flow Type | Inventory Item No | Plan Qty |
1 | 1 | Input | BANMC04100FMS008AZM | 300 |
1 | 1 | Input | PPBOXSC4 | 120 |
1 | 1 | Input | PPCATSC5 | 30 |
1 | 1 | Input | PPPLTPL22 | 1.2 |
1 | 1 | Output | BANMC04100FMS008AZMB170SIFE | 300 |
製令批次配方數量 =
投入量 = (實際輸入規劃量 / 製程配方主產品數量) * 製程配方投入量
產出量 = (實際輸入規劃量 / 製程配方主產品數量) * 製程配方產出量
Process Seq No | Distribution Seq No | Flow Type | Inventory Item No | Input Value | MPF Main Output Qty | MPF Qty | MO Batch Formula Qty |
A | B | C | D | 1 | 2 | 3 | 4=(1/2)*3 |
1 | 1 | Input | BANMC04100FMS008AZM | 300 | 500 | 500 | 300 |
1 | 1 | Input | PPBOXSC4 | 300 | 500 | 200 | 120 |
1 | 1 | Input | PPCATSC5 | 300 | 500 | 50 | 30 |
1 | 1 | Input | PPPLTPL22 | 300 | 500 | 2 | 1.2 |
1 | 1 | Output | BANMC04100FMS008AZMB170SIFE | 300 | 500 | 500 | 300 |

3.5.2. 單批次規劃
在此可針對其中一部機台做規劃

點擊"單批次規劃",規劃方式同樣有"比例"和"數量"兩種

在此畫面中,與多批次排程的差異僅在於此畫面僅針對設定的第一部可用機台做排程,無法同時對所有可用機台排程,操作的方式與多批次相同,可參考前章「多批次規劃」
3.6. 排程模擬
可模擬排程規劃,此功能尚在開發中


3.7. 製令製程批次
在製令製程批次可查看實際的排程指定的機台、數量, 根據前章介紹的製令排程產生

在此可產生製令調撥、製令調整(報工)、製令品檢單紀錄

3.7.1. 製令製程批次配方
製令製程配方根據每個批次的計畫量, 和前面的製程配方數量依比例換算而出

3.7.2. 變更製令製程批次計畫量
當需要變更製令批次計畫量, 需進入製令批次的編輯畫面,
點擊"明細"進入編輯畫面

輸入變更後計畫數量後按下變更計畫量並且重算製令批次計畫完成日, 計算的公式可參考前章製令排程的介紹

系統會自動重新計算“製令製程批次”和“計畫起始/結束日期”
公式計算「製令製程批次公式」和「計算計畫起始/結束日期」:與為多機「多批次轉送」建立製令製程批次相同
請閱讀「製令製程批次」中計算「製令製程批次公式」和「計畫起始/結束日期」的公式
3.8. 調撥相關內製單
此活頁可查詢有調撥相關的內製訂單

在此畫面可查看製令相關的品檢紀錄

如需產生品檢單可到製令製程批次產生

3.10. 相關外包採購紀錄
此畫面可根據製令批次指定的外包機台, 產生外包加工採購單

依此例, 已設定外包機台(虛擬機台), 此機台連結到外包倉以及相關的供應商

點擊按鈕”新增外包採購單”, 畫面將轉至採購管理,活頁”依外包製程新增加工採購單”

畫面將轉至採購管理, 自動帶入搜尋條件, 按下搜尋

確定服務料號後即可產生採購單

勾選項目後產生外包採購單


產生後畫面轉至草案採購單, 搜尋後點選採購單進入編輯

在採購單項目可看到採購料號為服務料號並連結製令顯示出實際產出料

3.11. 出入庫記錄
此畫面可查看製令相關的出入庫紀錄

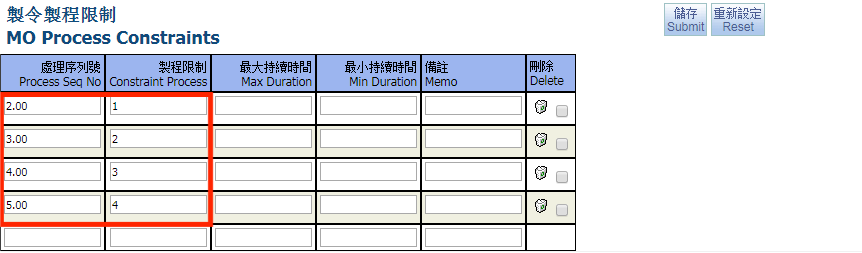
3.12. 製令製程限制
產生製程限制後可到相關畫面查詢, 產生方式請見3.3.1. 製令製程配方

在此畫面可查看相關的電子郵件

在此畫面可產生相關的聯絡單, 並與此單據作連結追蹤

3.15. 相關檔案上傳
在此畫面可上傳相關檔案, 通常為圖檔或文字檔

此表顯示製令的物流表, 可設計不同的格式並且列印

在此畫面可查看此單據目前定義的簽核流程

3.18. 變更製令數量
此畫面可變更製令數量, 系統將根據此重新計算製令所有製程配方量, 變更數量的紀錄將可在製令的單據變更紀錄查詢

填入變更後數量後,點擊"變更計畫量"
限制 : 變更後數量需大於完成數量

在此畫面可查看此單據的變更紀錄, 將紀錄變更人員、變更時間和變更欄位

在此畫面可查看簽核單的附檔紀錄, 如需進行附檔則需要進入簽核單

在此畫面可查看線上說明文件或是幫助內容, 如需進行上傳文件作業需要進入簽核流程的設定頁面

4. 產生製令出入庫紀錄
產生製令調撥或調整單有幾種方式, 分為手動和自動兩種, 手動的方式是在製令中, 製令製程批次直接新增

4.1. 產生製令調撥單
在此示範幾種手動依製令製程批次產生調撥單的方法
4.1.1. 自製令製程新增
到製令製程中, 針對特定製程按下新增調撥單

畫面將開啟手動新增調撥畫面, 選擇倉庫後按下儲存即可產生新調撥單


可使用載入製令批次產出項目快速產生調撥項目, 適用在報工完成需調撥至下製程時


之後再修改數量或批號資訊, 或者也可手動新增調撥項目, 按下新增調撥項目

畫面將開啟庫存即物料查詢頁面

製令調撥單產生的入口亦可從「生產管理中-個人上工或批次上工」, 可參考生產管理章節

4.1.2. 自製令製程批次新增
製令製程批次產生調撥單與製令製程非常類似, 到製令製程批次點選新增調撥單

操作的方式可參考前章製令製程新增調撥單
4.1.3. 自製令調整單快速新增
到製令調整單中, 活頁”相關調撥紀錄”可產生調撥單。方式有兩種 :
(1)快速產生調撥至下製程”
(2)快速調撥-指定倉庫

快速產生調撥至下製程
在下方有快速調撥至下製程的按鍵功能。製令如果是單製程,則會根據物料倉庫快速調撥。

調撥成功將會出現以下訊息, 按下確定

可看到物料從原本的倉庫WIP101調撥至物料倉庫Hantop

點擊物料料號可查看物料倉庫


點擊出入庫單號(調撥單號) HTTO24100004, 確認系統自產出料帶入的資訊,正確後即可簽核結案。


若是製令存在多個製程, 則系統將根據製令製程設定的製程限制, 決定將產出料調撥至下製程的倉庫, 因此必須要事先設定製程限制, 在此簡單介紹製程限制的產生方式


產生後可看到製令製程顯示各製程的相依性

快速調撥-指定倉庫
若希望可以手動指定調撥倉而不依物料設定, 則可使用按鍵”快速調撥-指定倉庫”, 需手動選擇調撥倉庫

調撥完成可看到調撥倉變成指定的倉庫

4.1.4. 自出貨單快速新增發料
在使用出貨單產生調撥功能前, 需確認此出貨單項目已填入製令單號, 以下介紹產生製令發料單(調撥製令投入料), 將投入料調撥至該出貨倉進行包裝後出貨

至活頁”快速產生製令發料單”, 搜尋製令相關的投入料後, 勾選需要的投入料產生調撥單

產生後到製令相關出貨紀錄查看

點選調撥單後進入編輯批號或數量後即可結案
4.1.5. 自出貨單手動新增
此功能是當成品已包裝完成但尚未調撥至出貨倉, 則可使用此功能, 僅限於包裝倉與出貨倉庫不同的情況, 且僅產生調撥單頭, 後續仍需編輯項目

依此例製令倉庫和出貨倉不相同,因此可以調撥

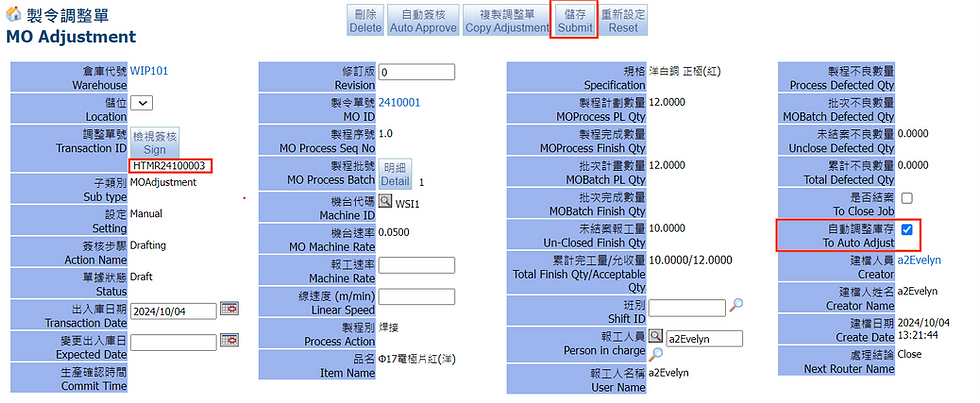
4.2. 產生製令調整單
產生製令調整單的方式亦有多種, 在此示範手動產生製令調整單的方式, 到製令製程批次點選新增調整單
4.2.1. 自製令製程批次新增

您可以填寫主要產出項重量和其他產出項重量,並複製主要產出項目,這不是必填欄位。然後儲存以建立製令調整單

完成後畫面將開啟新的製令整單

在活頁”預計調整項目”中,可看到由製令未生產數量自動帶入的調整數量

你可以手動更改調整數量,填入數量然後儲存

點擊”計算投入量”,自動計算投入的數量

確定後可將單據結案

如果預計調整項目被刪除,亦可點擊”載入產出項目”,可自動帶入項目


點擊”計算投入量”,自動計算投入的數量

可以手動新增調整項目,點擊”新增調整項目”

選取打勾,確認送出


4.2.2. 自條碼新增
在此畫面可執行掃描批號的方式,自動產生報工單達到即時化的便利

在製令批次中點選"報工-條碼"即可開啟頁面

1:勾選是否自動結案 : 產生單據後先進先出扣料自動結案
2:報工數量 : 依目前規劃的剩餘報工量帶入
3:批號 : 可手動輸入或掃入條碼

按下"快速產生報工單"

系統將自動產生報工單


後續的操作可參考前文說明
4.2.3. 自班別上工新增
製令調整單產生的入口亦可從「生產管理中-個人上工或批次上工」, 可參考生產管理章節

4.3. 產生報工修正單
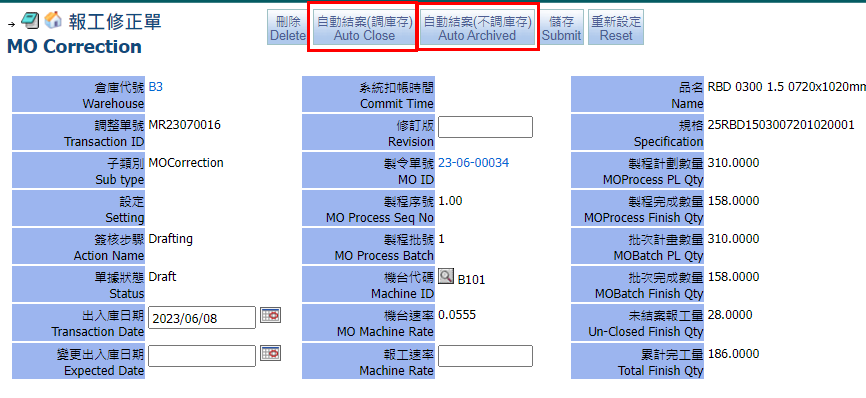
報工修正單是用來修正當製令調整單已結案且無法再回復草案狀態修改, 可透過報工修正單修正報工數量, 報工修正單可選擇計庫存或不計庫存, 兩者皆會統計在製令完工量。
至製令調整單中選擇相關製令修正單

按下快速產生製令修正單

產生系統會將製令調整單項目複製到報工修正單, 輸入修正量(差異量)即可儲存

在上方可選擇計庫存或不計庫存結案
5. 變更製令數量
在此畫面可搜尋製令製程, 並選取特定的製程變更製令數量, 因製令可能存在多個製程, 需要考慮每個製程的生產狀況, 若製程狀態已結案則不會顯示, 若製程上未結案則可輸入製令變更量, 輸入的變更數量必須大於每個製程的完工量, 變更後系統將變動所有製程和配方的數量, 此變更的功能與製令編輯中的變更製令數量相似, 變更數量的紀錄將可在製令的單據變更紀錄查詢, 在製令編輯也有此功能, 可參考製令編輯的說明。

到製令編輯中單據變更紀錄可看到數量變更紀錄

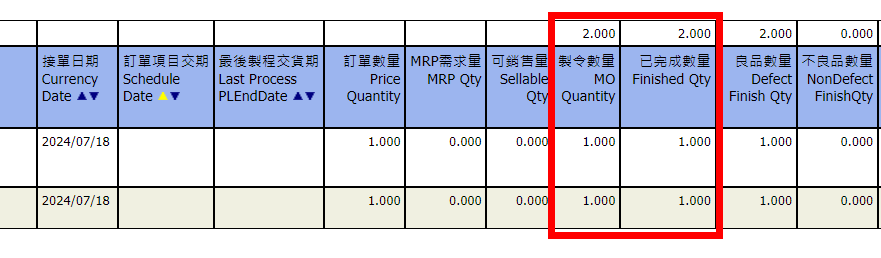
6. 訂單項目生產量查詢
在此畫面可查尋訂單相關的製令生產紀錄

點擊活頁”訂單項目生產量查詢”
6.1. 訂單項目生產量查詢
可輸入訂單接單日查詢訂單生產量

點選明細可查看訂單相關製令

畫面將開啟訂單項目編輯

6.1.1. 塗程配方樹狀圖(用料結構)
進入明細後可使用查看樹狀圖

若無法查看僅需按下產生樹狀圖

6.1.2.物料庫存
在物料庫存可查看訂單項目庫存, 依不同庫存來源顯示

物料庫存: 物料庫存顯示目前訂單料號的庫存明細如批號

入庫庫存: 入庫庫存顯示目前訂單料號的入庫庫存, 可追蹤來源入庫單

庫存明細-相關製令: 庫存明細-相關製令可追蹤庫存來源製令

6.1.3. 相關用料庫存
在相關用料庫存可查看訂單項目之相關用料庫存, 依不同庫存來源顯示

用料庫存: 用料庫存可搜尋訂單料號的相關用料庫存, 例如搜尋在製品用料庫存, 搜尋結果將依物料在各倉庫的庫存加總顯示在上方

用料庫存-相關製令: 用料庫存-相關製令可查看庫存製令代號

6.1.4. 相關製令
相關製令可查看訂單相關製令, 包含生產製令和包裝製令

相關製令
可查看製令單頭資訊

相關製令簽核
可簽核所有訂單製令

相關製令製程批次
顯示所有訂單相關製令的製令製程批次

相關製令製程
顯示所有訂單相關製令的製令製程

相關製令製程配方
顯示所有訂單相關製令的製令製程配方

6.1.5. 相關採購紀錄
此畫面顯示訂單與製令相關採購紀錄

製令配方相關採購紀錄
製令配方相關採購是指投入料需求而產生的採購紀錄

製令相關外包加工採購紀錄
製令外包加工採購紀錄是指製令中有外包製程而產生的採購單紀錄

6.2. 搜尋訂單相關製令
此頁面可依訂單為搜尋條件, 列出相關製令的明細, 包含生產製令和包裝製令

7. 製令資源規劃
7.1. MRPII 簡介
MRPII 是生產計劃的功能,按照输入的数量,目的是讓生產完成輸入的數量要多少時間(天),自開始日期+ 需要的時間(日期)= 結束日期。例如,要生產數量為100,000個, 機台速度為:50個/分鐘,要求時間為 100,000/50 = 2,000 分鐘。
另外機台也會有產能稼動的定義,比如:機器一天只可以運轉 8個小時(480分鐘)
假設總需求為 2,000(分鐘),而每天只機器只可以運轉 480分鐘,等於需要的天數為2,000/480 ~ 4.1667 天。完成 100,000件的機器生產是50個/分鐘
如果時間開始是:2023/04/01 08:00:00 ,預算完成時間: 2023/04/05/ 09:20:00
比如:一天機器只可以使用 8個小時(480分鐘),此定義即為機器產能
機器產能:(顯示在機器設備,機台工作站)
以下將以機台工作站介紹為例:
7.2.新增機台產能
編輯機台產能的方式需要進入到物料管理

在機台工作站查詢機台

在管理畫面即可變更機台產能, 亦可查詢目前機台可用日

如需建立每日不同產能, 可先編輯預設的班次、每班次時間

在機台編輯畫面中可次新增每日不同產能, 若沒有建立每日產能則依單頭產能為主

編輯完成後按下建立產能

產生完成後可查看產能 = 每班次時間"子機台數量" 班次

新增產能欄位選項說明
時程日期:計畫開始日及結束日
時程類型:分為 “每週”、“每兩周”
每週 : 每週同一時間
每兩週: 每兩週同一時間
每班次時間(分): 每工作班次機器可以生產多少分鐘
適用製程: 機器可以生產多少產品
班次: 每個工作班次可以用幾台機器
7.3. 機台行事曆
在機台行事曆主要依行事曆的方式顯示每日排程數和剩餘產能

Jobs : 進行中製令批次
Machines : 製令批次機台數量
Total : 機台總產能(分)
Used : 已使用產能
Remain : 可用產能
7.4. 排程/上線中製令批次

此頁面顯示進行中和上線中狀態製令批次, 可變更順序後重新計算計畫完成日或依製程交貨期更新順序

此畫面顯示目前草案或暫停中的製令批次

此畫面顯示所有製令批次

7.7. 新增機台速度
在機台管理畫面即可編輯機台速度

可選擇不同速度單位, 單位選項分為Kg或其他(Unit), 計算分為每分或每小時

在物料基本途程中按照機台設定的基本速率帶入, 並帶入到製令製程可用機台中, 實際排程依照可用機台的選擇計算預計完成日
8. Calendar
行事曆主要依行事曆的方式顯示每日排程數和剩餘總產能

Jobs : 進行中製令批次
Machines : 製令批次機台數量
Total : 機台總產能(分)
Used : 已使用產能
Remain : 可用產能
9. 搜尋製令
在此畫面可搜尋所有狀態製令, 可依不同搜尋條件搜尋

10. 製令製程管理
此畫面可搜尋所有製令製程

10.1. 搜尋製令製程(依製程別)

10.2. 搜尋製令製程
可根據不同搜尋條件查詢製令製程

10.3. 製程結案請求
可根據查詢需結案的製令製程, 批次勾選後結案

此需求根據製令製程調撥單勾選需製程結案的請求

勾選需結案的製程後, 系統將結案該製令製程和相關製令批次


11. 排程管理
此畫面可搜尋所有製令製程批次, 並且可批次新增製令批次

此畫面可查詢草案、進行中、上線中批次, 以及查詢製令批次明細

可查詢目前生產狀態

11.2. 暫停中批次
此畫面可查詢暫停中狀態製令批次

11.3. 新增製程批次
此畫面可搜尋需要排程的製令, 排程方式可參考前章的製令排程

在搜尋結果中顯示目前尚未排程的製令

排列方式依照製令製程可用機台顯示, 填入比率或數量後可產生排程

產生後的排程會顯示在下方當日建檔的排程中

如需刪除可點入製令批次明細做刪除


此畫面可依訂單搜尋需要排程的製令, 包含相關的生產製令和包裝製令, 排程方式可參考前章的製令排程


此畫面可查詢所有製令批次, 並產生模具調撥

可根據查詢需結案的製令製程批次, 批次勾選後結案


此需求根據製令批次調撥單勾選需製程結案的請求

勾選需結案的製程後, 系統將結案該製令製程和相關製令批次

12. 自主檢查記錄表
可列印檢查產品的清單,檢查產品是否有相關問題

12.1. 搜尋未結案製程批次
此畫面顯示未結案的製程批次,選取要檢查的製令後,點擊”提交列印”

畫面轉至搜尋結果,選擇要列印的製令,然後儲存

後續可選擇非套表或套表格式來列印

12.2. 自主檢查記錄表(非套表)
可自行設計報表格式,列印後可填寫紀錄表

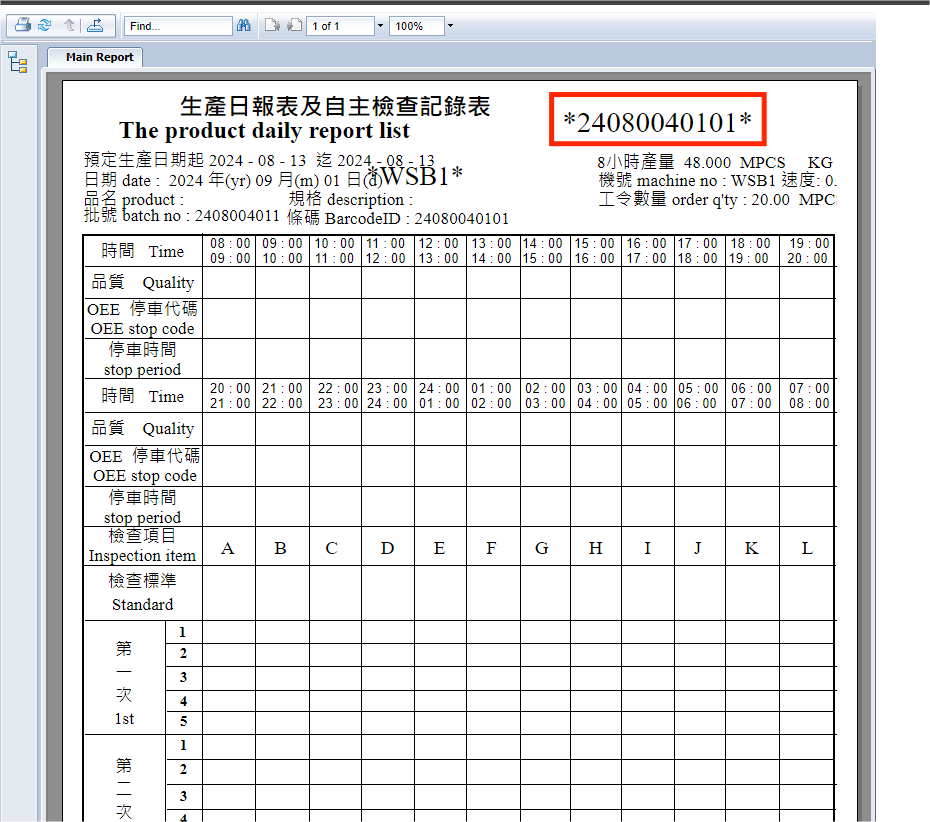
12.3. 自主檢查記錄表
可使用套表來列印,列印後可填寫紀錄表

12.4. 搜尋結果
詳細請見搜尋未結案製程批次

13. 製令報表
以下介紹製令相關的報表

13.1. 列印製令物流表
可列印所有的製令物流表, 匯出報表檔列印

顯示總頁數1~207

13.2. 期間生產統計表(依倉庫,機台)
此表可列印指定期間的生產統計表, 可匯出報表檔列印

填入生產日期>搜尋

13.3. 期間生產明細表(依倉庫,機台)
此表可列印指定期間的生產明細表, 可匯出報表檔列印

填入生產日期>搜尋

13.4. 設備總合效率報表(依班別)
此表可列印機台設備的綜合效率表, 包含完工量、工時、稼動率等, 可匯出報表檔列印

填入實際入庫日期>搜尋

14. 機器產能設定
此畫面的設定方式與前章介紹的製令資源規劃相同, 可參考前文說明, 在此可進行多機台的產生設定

在此簡單示範操作, 勾選機台並填入設定值後按下"建立產能"

產生後的產能可到機台中查看,點擊機台代號


15. 製令製程配方
此畫面可查詢所有製令製程配方

16. 庫存自動調整請求
此畫面功能與前章介紹的製程結案請求相似, 在製令調整單或製令調撥單中單頭可勾選是否庫存自動調整, 當單據因庫存不足無法結案時, 主管可依照已勾選自動調整的單據進行批次結案

16.1. 庫存自動調整請求
來源單據為製令調整單 , “自動調整庫存”打勾,然後儲存

當勾選庫存不足的單據後儲存, 系統將自動產生調整單補足庫存可結案
16.2. 庫存自動調整請求(調撥)
來源單據為製令調撥單,”自動調整庫存”打勾,然後儲存


當勾選庫存不足的單據後儲存, 系統將自動產生調整單補足庫存可結案
16.3. 搜尋自動調整單據
此畫面可搜尋系統自動為了補足庫存而產生的調整單據

17. 我的簽核
此畫面可進行製令批次簽核, 包含代理簽核

18. 單據變更記錄
此畫面將記錄所有製令的單據變更紀錄

19. 報工修正單
此畫面可查詢報工修正單

19.1. 草案/進行中報工修正單
查詢草案、進行中狀態的報工修正單, 有批次簽核至存檔(不計庫存)的功能

選取單據後,點擊”批次簽核”,系統將會自動簽核至Archived(已存檔)


19.2. 搜尋報工修正單
此畫面為搜尋所有報工修正單


20. 報工產出紀錄
此畫面可查尋報工產出紀錄並且可以勾選複製項目

複製完成後畫面將轉至活頁"草案/進行中報工產出紀錄"

21. 更新報工延交原因
此畫面可查尋報工產出紀錄並更新延交原因
系統根據製令製程預計完成日與報工日相筆計算延交的報工單

22. 報工投入紀錄
此畫面可查詢製令報工投入料紀錄,可查詢所有製令調整單的倉庫、出入庫單據和出入庫數量

23. 草案/進行中報工產出紀錄
此畫面可搜尋草案/進行中報工產出紀錄並進行編輯

24. 停機紀錄
此畫面可查看機台停機時間和停機原因


在製令批次編輯畫面中可新增停機紀錄, 點擊”製令單號”,進入製令製程批次

活頁“製令製程批次”,點擊明細查看

完成後,您需要選擇相同的原因來更新結束時間。

可利用刷條碼的方式產生停機紀錄, 輸入原因後產生, 系統將帶入開始時間

結束停機時刷入同樣的原因系統將紀錄結束時間

25. 機台工時紀錄
此畫面可查詢機台稼動工時, 包含上工時間和加班時間

在製令製程批次編輯畫面可產生工時紀錄

填入時間後儲存

26. 圖面查詢/列印
此畫面可查詢製令製程之圖面及列印

26.1. 搜尋圖面資料
可搜尋製令製程圖面

26.2. 列印圖面資料
可列印製令製程圖面, 可匯出報表檔列印

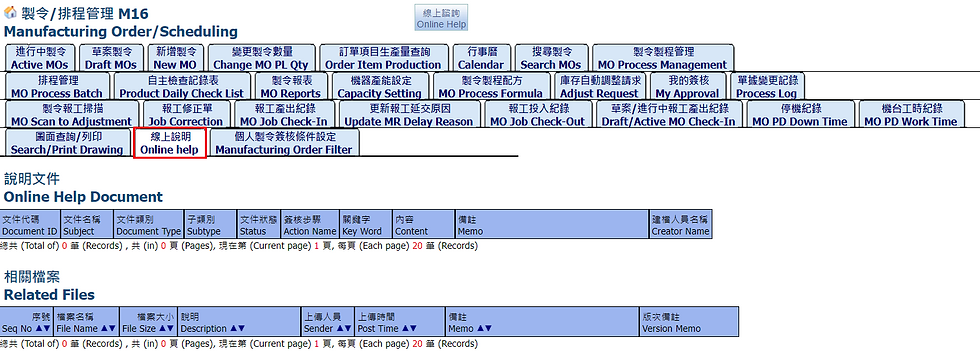
27.線上說明
在此畫面可查看線上說明文件或是幫助內容, 如需進行上傳文件作業需要進入簽核流程的設定頁
28. 個人製令簽核條件設定
此活頁可設定相關的個人製令簽核單

首先新增項目至個人設定,選擇”單據類型”後打勾,點擊”新增表單類型”

例如A2Class Type=General,表示製令的生產類型為一般生產

在個人製令簽核條件設定,有一筆設定,勾選”不包含”,單據類別為”General”的製令單則不會顯示在活頁個人簽核畫面

End.